矯直機是對金屬型材、棒材、管材、線材等進行矯直的設備。想要保證矯直機在工作時的精確度,壓下設定就尤為重要。
夾送輥的壓下設定值為通板材的厚度減去0-1mm,而矯直機矯直輥的壓下要設定根據板厚、板寬、材質來確定。
|
<rt id="44c4g"></rt>
矯直機是對金屬型材、棒材、管材、線材等進行矯直的設備。想要保證矯直機在工作時的精確度,壓下設定就尤為重要。
夾送輥的壓下設定值為通板材的厚度減去0-1mm,而矯直機矯直輥的壓下要設定根據板厚、板寬、材質來確定。
|
首先,操作矯直機之前,工作人員需要先對減速箱等重要部位進行檢查,查看是否都裝滿油。在開啟電機之前,還要對液壓系統進行相應的調節,對每個潤滑點進行注油,檢查運行狀況是否良好。作業人員在進行操作的時候一定要把防護衣物穿戴好,在開機以后不可以隨意離開。再把主電機啟動的時候,鋼管會在旋轉前矯直,等到電機停了以后,矯直機的矯輥也會停止。要是需要進行反轉矯直,那么可以使用反轉的按鈕來進行操作。
另外進行操作的時候要注意管材的直度,在剛開始調整的時候要保證鋼管和矯直輥的接觸面積。對于矯直的速度來說,就要看鋼管需要的彎度和鋼管的性能。在進行鋼管矯直時,切記不可以把手伸到鋼管里去,并且應該時刻留意鋼管的質量變化。
1、壓力矯直法:將條材的彎曲部位放置在矯直機兩個支點之間用壓頭對彎曲部位進行反向壓彎。當壓彎量選定合適時,壓頭抬起后條材彈復變直、完成一維彎曲的矯直任務。當條材有側彎時再將其彎曲部位移至壓頭處進行反向壓彎完成第二次的一維矯直任務。
2、平行輥矯直法:是把間斷的壓力矯直法變成輥式連續矯直法,從入口到出口交錯布置若干個互相平行的矯直輥,按遞減壓彎規律進行多次反復壓彎以達到矯直目的。這種矯直方法不僅顯著提高工作效率,而且能獲得很高的矯直質量,在板材及型材矯直中得到很廣泛的應用。
我們在操作任何機械設備時,或多或少的總有安全隱患,只有注意這些危險事項,防患于未然,才能既做出優秀的產品,又降低危險的可能性。今天小編就簡單分享一下如何才能避免在矯直機矯直鋼管時可能發生的危險。
 |  |
首先,矯直機在工作狀態下要注意傳動、旋轉、電力系統之間的距離。雖然機械本身就有遮擋,但是也還是要特別注意,鋼管矯直是由滾輪組成的矯直系統。首先,鋼管進機時一定要與鋼管矯直機持一個水平面,在結束時手扶鋼管一頭,任由鋼管自己運行出來,不可進行拉拽。出口處有滾輪,所以大力拉扯會使鋼管落地彈起,從而造成傷害。
鋼管矯直機在使用時有很多的要求,怎樣避免操作時帶來的危害,是很重要的事。其實使用的時候有很多地方是需要注意的,只有經過廠家進行培訓后的操作人員才可操作,這樣才會使機械的狀態、使用效果達到******。
我們在保證汽車板面中的使用標準時,很多外板都進行分卷,因此有些振動所產生的痕跡也就在這個時候產生了。一開始,我們可能覺得只有在比較大的機械設備中才會有振動痕跡出現,所以就忘了其實矯直機也會有振動痕的。那么究竟是什么原因使得矯直機出現振動痕呢?
|  |  |
簡單來說有很多的可能性,像是矯直機的矯直輥插的深度不對,設備有傾斜的情況。我們還可以按照材料的厚度和強度把矯直輥的深度變大,不管是哪個矯直輥的深度不對,都會讓矯直機出現振動痕。
在我們操作矯直機的時候還有一些地方要注意,比方說不可以在有負荷的時候對壓力進行調整,也不能在溫度低于500度的時候進行矯直,要是鋼板有傾斜也是不可以進到矯直機里的。我們還得留意面板的變化,要是矯直之后的鋼板出現了壓印,我們必須馬上停機。
1、矯直機使用前,先檢查機器所有緊固件是否擰緊,皮帶是否張緊。
2、檢查電器是否完整。
3、矯直機主軸運轉方向必須符合防護罩上所示箭頭方向,否則將損壞機器,并可能造成人身傷害。
4、檢查矯直機粉碎室內有無金屬等硬性雜物,否則會打壞刀具,影響機器運轉。
|
1、調直筒部分
該部分主要靠對稱的5套曲線調直輪加調直筒的旋轉供線材在雙曲線的作用下較完全的消除應力并推進線材運行。利用調直輪支架左右絲的前進后退可隨意調整線材的平直度,從而完面線材的調直工作。主要有調直筒支架、軸、調直輪支架。
2、牽引送料部分
該部分主要有主動送料箱與被動送料箱各一套。主動送料箱遞給被動送料箱蝸桿帶輪,并帶動蝸輪軸輪與嚙合的活動支架齒輪及軸。從而帶動兩端裝配的一對送料輪來完成送料。在主動箱蝸輪軸的后面裝配帶動被動箱的鏈輪及鏈條,從而帶動后面的被動箱來完成調直前后的整個送料工作。
3、切斷部分
主要由一臺4kw-4極電機帶動液壓泵站產生液壓動力,通過電磁換向及溢流閥控制平行道軌活動小車的油缸活塞飄走上裝配的活動上刀往復行程與油缸座上裝配的固定圓底刀行程交錯移動,從而把經過圓底刀的線材切斷。
4、料架部分
當調直好線材通過活動小車上的圓底刀,進入受料架后,順從受料架前行到預先設定的尺寸時,通過導料斜板頂動定尺器裝配的接近開關,常閉板成斷開形式,當線材頂動接近開關時,同時發給計數器信號,供計數器計一次數,達到規定的切斷根數后,計數器自動斷電,切斷了系充運行的電路,控制調直電機自動停機。
拉伸強度:拉伸強度是衡量材料在受到徑向負荷時抵抗斷裂的能力。它是用單位截面積所能承受的重量來標度的,如英制的磅/平方英寸或公制的牛頓 /平方毫米。紫銅屬于拉伸強度最低的材料鉬則就會高一點。電極絲的拉伸強度取決于材料的選擇以及各種熱處理和拉伸處理工藝。電極絲有時被分為"軟絲"和"硬絲",對于不同的設備和應用來說,各有其長處。
記憶效應:這與電極絲的"軟"或"硬"直接相關。軟絲抽離線軸時沒有恢復成直線的記憶能力,所以無法用于自動穿絲,但這對切割來說并沒有影響,因為加工時電極絲上是加了張力的。軟絲適用于上、下導絲咀不能傾斜的設備進行超過7度的大斜度切割。而硬絲則是自動穿絲機的******選擇,同時因為拉伸強度高,其抵抗因切割時電流和沖洗力造成絲的抖動的能力較強。
延伸率:矯直機延伸率是切割加工中由于張力和熱量引起電極絲長度變化的百分比。軟絲的延伸率可大到百分之二十,而硬絲則小于百分之二。軟絲在斜度加工時,要保證精度!
在很多機械中要是他出現了損壞,那都有正常損壞和不正常損壞兩種,而我們的矯直機也不例外。
當我們在進行生產或者是修理的時候他的質量沒有達到相應的標準,他所設計的光潔度還有精度也不符合要求,材料中相應物理的機械性能和熱處理的時候也沒有達到要求,在進行安裝的時候不能很好的達到所要配合的要求,其同心度也不對。
這些因素都會使得矯直機出現不正常損壞。
我們在進行運輸和拆裝的時候操作不正確,那是會讓零件出現變形以及其表面有損傷的,如果嚴重的話還會有破裂的危險,還會有缸蓋和缸體有破裂和曲軸損傷。如果說我們沒有很好的進行保管,那也會讓零件和部件出現一定的損壞。好比說曲軸他在水平放置亦或是相互的推壓那都會讓他出現彎曲。要是電氣設備有受潮的情況那他的絕緣性也會受到影響還很容易燒壞。
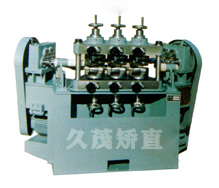
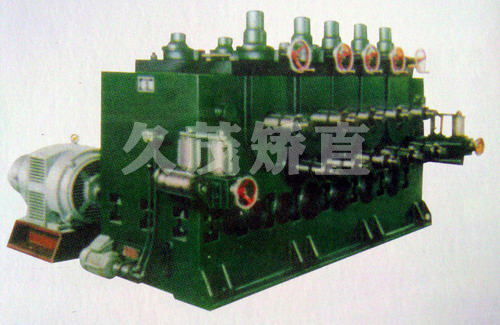
冷矯直機主要就是在冷態的情況下,由相應的輥輪來對金屬管材進行擠壓和矯直,具備較好的壓光效果,以及壓圓的主要作用,經過矯直機矯直后的管材在精密度上得到了有效的提升,金屬管材的表面不僅光滑,還可以將表面的鐵銹有效的去除。
主要的使用方式為:將需要調直的圓管或者是棒材的一端,直接的伸入到冷矯直機的兩邊輪之間,過程會經過電動機,多檔的減速機,變頻調速的皮帶輪,以及鏈條的雙邊傳動等,促使兩邊相同分布的滾輪可以同時推進,最終完成整個矯直的過程和加工。